各位朋友,大家好!
最近在整理TPU粘接问题注意点。
欢迎有实际粘接需要的朋友,加微信。
下图是已经做好TPU轮子。
0
粘接工艺流程:
①清洗→喷砂→清洗
②刷胶→二次刷胶→预固化
③注塑→后硫化。
第一部分:覆胶相关参数推荐和建议:
喷砂:建议用40-60目左右的金刚砂或者棕刚玉。
覆胶:推荐使用喷涂或是刷涂,胶层厚度需要合适,涂刷均匀;
建议两次喷胶,第一次刷胶后需要室温晾置30-40 min,再进行第二次刷胶;
第二次刷胶后需要室温晾60 min,方可进行骨架预固化。
预固化:不同型号胶水在TPU粘结上,要求参数不一样,在选对粘合剂类型的前提下,根据粘合剂的性能,选择合适的工艺。
预固化好后拿出来后立刻进行注塑,之后进行后硫化处理
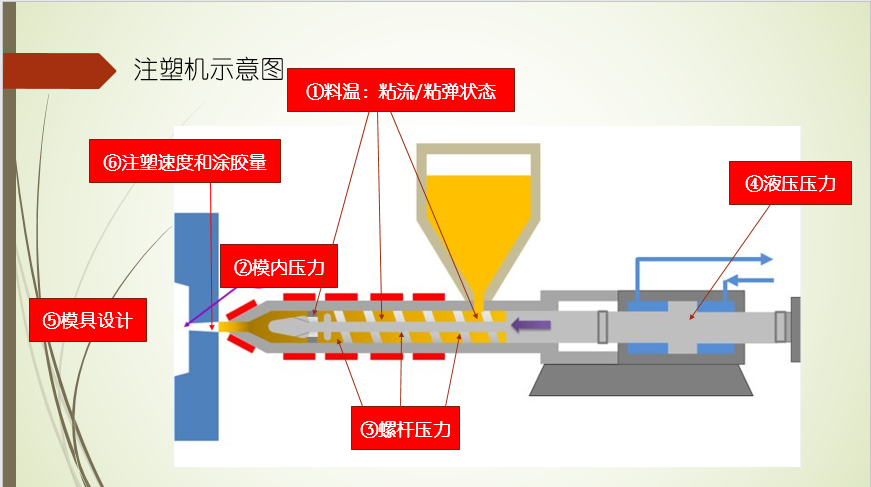
第二部分:其中注塑机需要注意的因素:
注塑压力,注塑时间,保压时间,注塑温度,注塑速度,磨具设计等
根据下图,调节具体的压力参数,保压时间和物料温度。
压力:需要是模腔内压力为准,大的压力有助于粘接
温度:物质处于粘流状态有助于粘接,但是需要防止粘合剂的失效
速度:需要防止物料对粘接层的冲刷,憋气等问题。
刚刚测试成功的TPU轮子(视频截图)
近期和同行朋友沟通,得到了一些信息,分供大家分享
TPU粘接有两种方法:结构胶和热硫化胶。
结构胶:操作方便,但是粘接强度有限;常见的为环氧体系,PU体系,丁腈体系等。常用于电子行业起稳定作用,普通的技术部件等,一般来说,这类产品对粘接强度要求不高,使用过程中,压力或者剪切力很小,甚至没有,只起到固定作用。(类似于502胶水作用)。常见的使用工艺是在注塑成型TPU部件后,直接按压在金属表面进行粘接。
热硫化胶:操作繁琐,需要的前处理和操作参数严苛。但是粘接强度非常好。这类粘合剂是双界面反应型粘合剂,需要高温预固化和后处理。常用于工业辊轮,辅助轮,大型机械的摩擦部件等。使用环境常常要有一定的承载压力,剪切力。对粘接要求比较高。常见的使用工艺是在注塑TPU部件时,在模腔里面,一体成型。
针对客户的不同要求,选择不同的粘合剂,适合自己的才是最好的。
新成功的密封产品。
TPU新产品剥离的附胶率















 本条回复来自
本条回复来自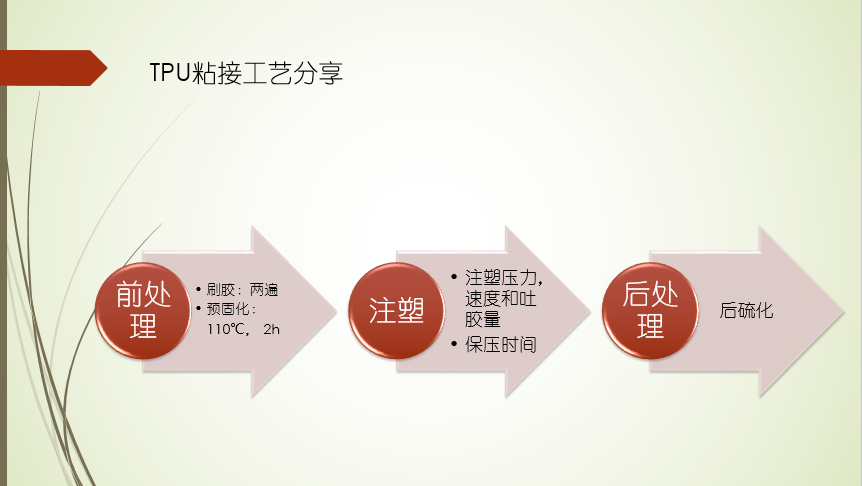





 人物专访
人物专访

 一月热帖排行(
一月热帖排行( )
) 


